

MINICUT
| Beijing: | 010-64893935 |
| Shanghai: | 021-62820846 |
| Tianjin: | 022-23708615 |
Vergnano Taps

Vergnano Taps
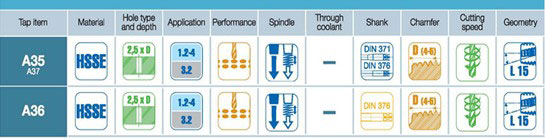
1--Straight flutes taps for blind and through holes

Taps with straight flutes are the most common type, for generic applications since they can be used to thread both blind and through holes. Nevertheless, their main application is on materials with short or interrupted chips, as in cast iron or bronze,
having low or medium resistance
Taps for blind holes have a short chamfer, form C, in order to obtain a complete thread almost to the bottom of the hole. Taps for through holes, where more room is available, have a longer chamfer, form A, which reduces the cutting force on each
thread, increasing the too life.

2--Spiral point taps for through holes

These taps, with straight flutes, have a spiral correction, which forms an angle with the tap axis along the whole length of the chamfer. The spiral correction causes the chips to be evacuated in the direction of the tap feed. These kinds of taps are suitable for tapping through holes in long chipping materials The spiral point geometry permits high threading depths, up to 2.5xdl.

3--Left hand spiral taps for through holes

The left hand spiral collect and pushes the chips in the feed direction. These kinds of taps are suitable for tapping through holes. The same effect is obtained on taps with left hand thread but with a right hand spiral.
4--Spiral taps for blind holes

Spiral flutes convey the chips and push them in the opposite direction of the tap feed. Taps with this kind of geometry are suitable for tapping blind holes. The higher the spiral flute angle, the higher the maximum threadable depth, owing to the larger flute volume available for chip formation and to the larger evacuation force acting on the chips.
Certain kinds of taps, with high spiral flute angle (≥40°), have a back tapering on the thread witch improves chip evacuation and reduces the torque during the inversion of the tap. This feature permits high threadable depths, up to 3xd1.


5--Forming taps

Main features and advantages of forming taps
·Thread obtained by plastic deformation instead of material removal
·No chip formation, therefore:
- more reliable tapping process
- possibility to thread both blind and through holes with the same tap
- high tapping depth also on blind holes
- high tool life
·Higher cutting speed compared to cutting taps
·Better surface quality on thread obtained by forming
·More resistant tap geometry, with lower risk of breakage, thanks to larger core diameter
·Higher tensile strength on threaded part obtained by forming, thanks to material work-hardening during plastic deformation
Requirements
·Larger and more precise driller hole diameter compared to cutting taps
· Workpiece material with minimum elongation coefficient A5=10% and maximum resistance=1200N/mm²
·Good lubrication
·Higher power requirement(100%-150%) as compared to cutting taps


6 --Carbide taps


Carbide
Carbide can be considered a metallic composite material consisting of a mixture of hard carbide particles, mainly tungsten carbide
(WC), in a metallic matrix of cobalt (Co). Other commonly used carbides are titanium carbide (TiC), niobiom carbide (NbC) and tantalum carbide (TaC).
The carbides, which confer hardness and compressive strength to the structure, are responsible for the wear resistance of the tool.
The binding element cobalt confers toughness.
The size of the carbide particles is also important since it balances the hardness and the toughness. In general, the mechanical properties of carbides depend on composition (type and concentration of carbides), percentage of binding material, size of carbides and fabrication process.
The main differences between carbides and high speed steels are summerised in the following table:

 京公网安备 11010502026586
京公网安备 11010502026586